Станок СНС25-50 для совмещенной намотки обмоток статоров с явновыраженными полюсами
Общие сведения
Станок СНС25-50 предназначен для совмещенной намотки обмоток статоров с явновыраженными полюсами с диаметром расточки 25-50 мм и длиной пакета от 10 до 70 мм.
Станок работает от сети трехфазного переменного тока напряжением 380 В частотой 50 Гц, от сети сжатого воздуха давлением 0,4-0,6 МПа. СНС25-50:
С - совмещенная;
Н - намотка;
С - статоров;
25-50 - диаметр расточки статора, мм.
Климатическое исполнение (УХЛ) и категория размещения (4) по ГОСТ 15150-69.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Атмосферное давление от 630 до 800 мм рт.ст..
Температура окружающей среды от 1 до 35°C.
Окружающая среда невзрывоопасная, с допускаемым содержанием токопроводящей пыли, водяных паров и пыли в концентрациях, не превышающих установленных значений ГОСТ 12.1.005-88.
Номинальное значение климатических факторов по ГОСТ 15150-69, механических по группе М1 ГОСТ 17516.1-90.
Класс загрязненности воздуха не более 3 по ГОСТ 17433-80.
Нормы качества электроэнергии по ГОСТ 13109-87.
Степень защиты IP20 по ГОСТ 14254-80.
Категория работ легкая по ГОСТ 12.1.005-88.
Уровень общей вибрации не более 92 дБ по ГОСТ 12.1.012-90.
Для установки станка специального фундамента не требуется.
Уровень звукового давления в октавных полюсах частот, измеренные на расстоянии 1 м от работающего оборудования, не должны быть более приведены в табл. 1.
Таблица 1
| Параметр | Среднегеометрические частоты октавных полос, Гц | Уровень звука, дБА | Корректированный уровень звуковой мощности, дБА | ||||||||
| 31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | |||
| Уровень звукового давления, дБ, | 107 | 95 | 87 | 82 | 78 | 75 | 73 | 71 | 69 | 80 | 91 |
| Уровень звуковой мощности, дБ, | 118 | 106 | 98 | 93 | 89 | 86 | 84 | 82 | 80 | ||
Станок соответствует нормам техники безопасности по ГОСТ 24686-81. Степень защиты IP20 по ГОСТ 14254-80.
Станок отвечает техническим требованиям ТУ 16-89 РБФИ 442126.037 ТУ и эксплуатируется в закрытом отапливаемом помещении исключающем попадание влаги на рабочие и трущиеся поверхности.
ТУ 16-89 РБФИ.442126.037 ТУ1
Ход проводовадителя, мм - 100 - 250
Угол качания проводоводителя, град - 60 - 180
Скорость намотки, двойной ход/мин - 400 - 1400
Количество одновременно обматываемых статоров - 2
Точность намотки витков в катушке - +1
Расход электроэнергии, кВт·ч, не более - 5
Удельный расход электроэнергии,
кВт·ч/(двойной ход/мин-1) - 0,0035
Привод станка - электрический
Мощность электродвигателя, кВт - 3,2
Давление воздуха в пневмосистеме, МПа - 0,4 - 0,6
Габаритные размеры, мм (без смоточно-натяжных
устройств и электрошкафов) - 935x1505x905
Масса, кг - 1600+10
Диаметр отверстия сердечника, мм - 25 - 70
Наружный диаметр сердечника, мм - 50 - 100
Длина пакета, мм:
2р = 2 - 10-50
2р = 4 - 10-70
Минимальная ширина шлица паза, мм - 3
Количество параллельных проводников в катушке - 1
Количество витков в катушке - 50 - 3 996
Диаметр обмоточного провода, мм - 0,1 - 0,75
Технологический коэффициент заполнения паза,
не более - 0,6
ПОКАЗАТЕЛИ НАДЕЖНОСТИ СТАНКА СНС25-50:
коэффициент технического использования, не менее 0,8;
установленная безотказная наработка, не менее 620 ч;
среднее время восстановления работоспособного состояния, не более 1,5 ч;
установленный срок службы до капитального ремонта, не менее 5 лет.
Станок обеспечивает одновременную намотку 1; 2; 4 катушек обмотки каждого статора.
Формирование обмотки осуществляется при помощи оснастки, устанавливаемой на станок, для каждого конкретного исполнения статора.
Станок (см. рисунок) состоит из следующих основных составных частей: станины, корпуса переднего, механизма главных движений, пневмо системы, электрооборудования.
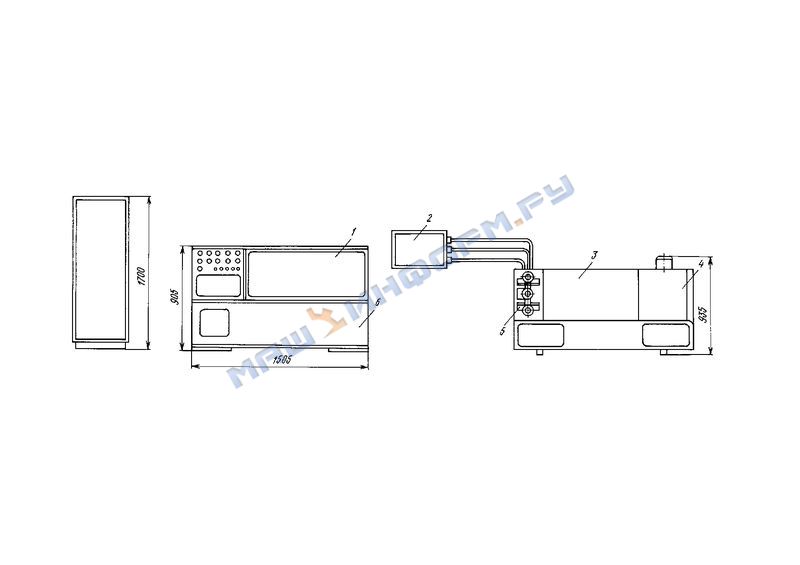
Общий вид, составные элементы и габаритные размеры станка СНС 01225-50
1 - передний корпус;
2 - электрооборудование;
3 - механизм главных движений;
4 - оснастка;
5 - пневмосистема;
6 - станина
Станина представляет собой сварную конструкцию, в которой смонтирован бак и маслонасос. На станине размещены механизм главных движений, передний корпус и пневмосистема.
Корпус передний представляет сварную конструкцию, закрывающую переднюю часть станка и служит для размещения пультов управления и клиноременной передачи привода станка.
Механизм главных движений обеспечивает образование траектории игл намоточных головок, закрепленных на проводоводителях и содержит несколько функционально различных групп: механизма продольного хода, механизма качания и проводоводителя.
Пневмосистема обеспечивает подготовку сжатого воздуха с давлением 0,4 - 0,6 МПа для работы приводов оснастки. Давление в пневмосистеме контролируется по манометру.
ЦИКЛ РАБОТЫ СТАНКА:
предварительно при ручном способе загрузки - выгрузки или одновременно при автоматической загрузке, два обмотанных статора подаются с приемных на загрузочные позиции станка. На рабочих позициях станка крючки оснастки, поварачиваясь вокруг оси вращения, подходят к торцам сердечника статора так, чтобы их передние ограничивающие профили входили в расточку статора. Намотка катушек проводится непосредственно в пазы двух сердечников статоров на крючки оснастки или изоляционные козырьки пакетов. При этом в зависимости от исполнения электродвигателей по полюсности в каждом из двух обматываемых сердечников статоров осуществляется одновременная намотка нескольких катушек. Обмотанный провод укладывается в пазы сердечников с помощью намоточных головок с иглами закрепленных на штоках проводоводителей, совершающих возвратно-поступательные движения вдоль оси расточки сердечников статоров с заходом игл в пазы.
Лобовые части катушек формируются при продолжении протяжки провода после выхода из паза до крайних точек поступательного хода проводоводителей с одновременным поворотом провода относительно оси статора за счет качательных движений проводоводителей. Траектория отклонения провода при намотке обеспечивается заходом игл на глубину пазов и несимметричной траекторией проводоводителей. За 1-10 витков до окончания намотки заданного количества витков снижается скорость намотки, а за половину витка штоки проводоводителей останавливаются в крайнем верхнем положении.
Подвижные ножи механизма отрезки провода опускаются в зону намотки и выдвигаются к номоточным головкам. Намоточные головки продолжают движение вниз, заводят провод в захваты ножей и останавливаются в крайнем нижнем (исходном) положении.
При опускании траверсы проводоводителей оттяжка петель производится перед входными фильерами станка. После этого в автоматическом режиме или по команде оператора в ручном режиме включается радиальное перемещение подвижных ножей с петлей провода от намоточных головок, подъем ножей с заведением концов провода в пазы ловителей. При возврате подвижных ножей в исходное положение происходит защемление концов провода, идущих от игл намоточной головки и разрезание петель провода.
Для конкретного типоразмера сердечника станок должен быть оснащен соответствующей оснасткой.
Перечень рекомендуемых оснасток приведен в табл. 2.
Таблица 2
| Наименование оборудования | Обозначение конструкторского документа | Типоисполнение электродвигателя |
| Оснастка к станку СНС25-50 | 91.300.00.000 * | ДК 58-60-12 *** |
| Оснастка к станку СНС25-50 | 91.153.00.000 ** | ДА. 086-4-1,5-Д48 ДА. 086-6-1,5-Д48 ДА. 086-10-1,5-Д48 |
* Намотка на крючки оснастки.
** Намотка на пластмассовый обмоткодержатель.
*** С углубленными пазами
Со станком рекомендуется применять устройства смоточно-натяжные.
Перечень рекомендуемых устройств смоточно-натяжных приведен в табл. 3.
Таблица
| Обозначение чертежа оснастки | Типоисполнение двигателя | Диаметр описанной окружности сердечника статора, мм |
| РБФИ 422212.398 | КД60-2/34Р | 110 |
| 90.15400.000 | – | – |
| 90.228.00.000 | КД180-4/56/РК | 120 |
| 90.229.00.000 | КД60-4/56Р | 130 |
| 90.230.00.000 | КД90-4/56Р | 130 |
| 90.231.00.000 | КД120-4/56 | 130 |
| 90.232.00.000 | КД180-4/56Р | 130 |
| 90.207.00.000 | КД120-2/56РТ | 130 |
| 90.209.00.000 | КДН180-4/56Р | 106 |
| 90.225.00.000 | ДАК120-2 | 120,5 |
| 90.233.00.000 | ДАК90-2 | 89,0 |
| 90.234.00.000 | ДАО154-180 | 154 |
| 90.154.00.000-01 | КД60-2/45р | 109 |
| 90.247.00.000 | ДАК95-25-1,5 | 88,5 |
| 90.252.00.000 | ДАК95-60-3,0 | 88,5 |
| 90.253.00.000 | ДАК95-90-3,0 | 88,5 |
| 90.255.00.000 | 70.002.100.000 | 94 |
| 90.261.00.000 | АЕР16 | 160,5 |
| ТИЛЮ 442581.001 | ДАК90-40-3 | 124 |
В комплект поставки входят: станок СНС 25 - 50; шкаф управления;
комплект эксплуатационной документации; комплект запасных частей.
Характеристики Электротехнического оборудования
Характеристики станков
Характеристики КПО
Характеристики импортного оборудования
Характеристики насосного оборудования
Марки стали и сплавов
Прочее оборудование