Станок с ЧПУ для обработки коллекторов электрических машин постоянного тока
Общие сведения
Станок предназначен для обточки, продораживания, шлицовки и шлифовки коллекторов электрических машин постоянного тока. Технологические операции автоматизированы путем применения микропроцессорной системы управления, следящих приводов, фотооптических измерительных устройств.
Применяется в серийном производстве при изготовлении электрических машин постоянного тока.
Условия эксплуатации
Работает от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц.
Норма качества электроэнергии по ГОСТ 13109 - 87.
По технике безопасности соответствует ГОСТ 24686 - 81.
Климатическое исполнение УХЛ категория размещения 4.2 по ГОСТ 15150 - 69.
Соответствует технической документации ДФАИ 442.212.001.000. ДФАИ 442.212.001.000]&+[0,16]:[ - ,0,0,3(57,1,16),(20,1,16)] Станка: производительность, паз/мин - 10 мощность электродвигателя, кВт - 15 габаритные размеры, мм - 3400x2000x2700 масса, кг - 3000 Обрабатываемого изделия: диаметр якоря, мм: наименьший - 70 наибольший - 250 длина якоря, мм: наименьшая - 800 наибольшая - 1600 число коллекторных пластин - любое
Конструкция и принцип действия
Основными составными частями станка (см. рисунок) являются: корпус, люнеты для закрепления якоря с коллектором, суппорт продольного перемещения, суппорт поперечного перемещения, фрезерная и револьверная головки, датчики, система управления, электрооборудование.
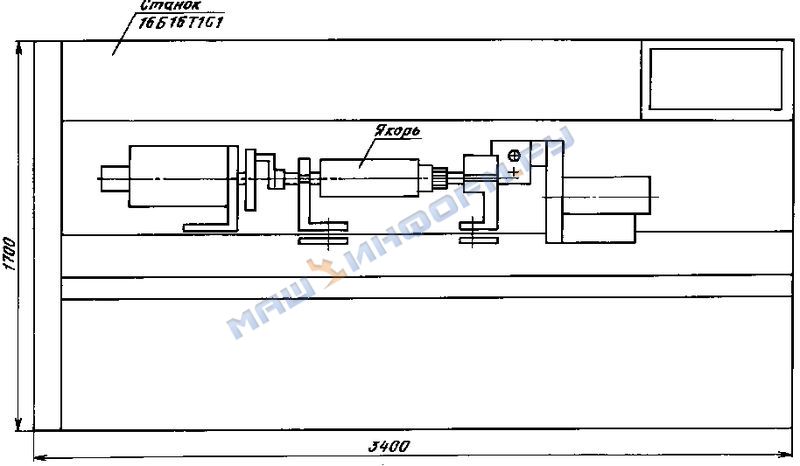
Станок с ЧПУ для обработки коллекторов электрических машин постоянного тока
Обрабатываемый якорь устанавливается и закрепляется в люнетах. В начале цикла производится чистовая обработка коллектора, затем фотооптическим датчиком снимаются координаты расположения ламелей на коллекторе, которые заносятся в память устройства ЧПУ. Следующим циклом работы является продораживание миканитовых пластин коллектора фрезерной головкой, установленной на суппорте продольного перемещения. При расположении пластин с перекосом происходит поворот якоря по мере движения фрезы в зависимости от ранее снятых показаний датчика.
После продораживания первой пластины, фрезерная головка возвращается в исходное положение. Процесс повторяется до полной обработки коллектора. После продораживания производится очистка коллектора от заусенцев и остатков миканита при помощи шлифовального инструмента. Станок обеспечивает быструю перестройку с обработки коллекторов одного типоразмера на другой, регулировку глубины обработки пазов, имеет максимальное удобство обслуживания при эксплуатации и ремонте.
В комплект поставки входят: станок, электрошкаф, устройство числового программного управления, эксплуатационная документация.
Характеристики Электротехнического оборудования
Характеристики станков
Характеристики КПО
Характеристики импортного оборудования
Характеристики насосного оборудования
Марки стали и сплавов
Прочее оборудование