Станок ФЛС 25-65 для формования лобовых частей обмоток статоров
Общие сведения
Станок ФЛС25-65 предназначен для формования лобовых частей обмоток статоров с внутренним диаметром сердечника 25-65 мм. Может использоваться при массовом, крупносерийном и серийном производстве электродвигателей со всыпными обмотками. Станок работает от сети трехфазного переменного тока напряжением 380 В частотой 50 Гц.
Достоинства станка: совмещение процессов загрузки-выгрузки и формования снижает трудоемкость изготовления статоров; автоматическое выполнение процесса защиты пазовых просветов позволяет осуществлять машинное бандажирование; использование поворотного стола с двумя гнездами для установки статора повышает производительность труда;
обеспечивается высокое качество изделий. ФЛС25-65:
Ф - формование;
Л - лобовых частей обмотки;
С - статоров;
25-65 - внутренний диаметр сердечника, мм.
Климатическое исполнение УХЛ и категория размещения 4.2 по ГОСТ 15150-69.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Атмосферное давление от 630 до 800 мм рт. ст..
Температура окружающей среды от 1 до 35°С.
Окружающая среда невзрывоопасная, с допускаемым содержанием токопроводящей пыли и водяных паров в концентрациях, не превышающих установленных ГОСТ 12.1.005-88.
Номинальное значение климатических факторов по ГОСТ 15150-69, механических - по группе М1 ГОСТ 17516.1-90.
Класс загрязненности воздуха не более 3 по ГОСТ 17433-80.
Нормы качества электроэнергии по ГОСТ 13109-87.
Станок соответствует нормам техники безопасности по ГОСТ 24686-81. Степень защиты IР20 по ГОСТ 14254-80.
Станок отвечает техническим требованиям ТУ 16-91 РБФИ 442114.141 ТУ и эксплуатируется в закрытом отапливаемом помещении, исключающем попадание влаги на рабочие и трущиеся поверхности.
Категория работ средняя по ГОСТ 12.1.005-88.
Уровень общей вибрации не более 92 дБ по ГОСТ 12.1.012-90.
Для установки станка специального фундамента не требуется.
Нормативно-технический документ
ТУ 16-91 РБФИ.442114.141 ТУц&+[0,16]:[ - ,0,0,3(53,1,16),(24,1,16)] Цикл формования, с - 14 Усилие формования, Н - 8700 Число рабочих позиций - 1 Привод - электрогидравлический Мощность электродвигателя, кВт - 2,2 Номинальное рабочее давление в гидросистеме, МПа - 4,0 Расход электроэнергии за 1 ч работы, кВт·ч, не более - 3,5 Удельный расход электроэнергии, кВт·ч/(шт·ч-1), не более - 0,016 Масса, кг - 900 Корректированный уровень вибростойкости, дБ, не более - 92 Уровень звука, дБА, не более - 80 Коэффициент технического использования, не менее - 0,9 Установленный срок службы до капитального ремонта, лет, не менее - 5 Среднее время восстановления работоспособного состояния, ч, не менее - 1,0 Установленная безотказная наработка, ч, не менее - 100 Параметры обрабатываемых изделий Размеры сердечника статора, мм: внутренний диаметр - 25-65 наружный диаметр - 55-130 длина - 20-70 Высота лобовой части, мм: до формования - до 70 после фомования - 18-35
Конструкция и принцип действия
Станок (см. рисунок) состоит из следующих основных частей: станины, стойки, механизма формования верхнего, механизма формования нижнего, пульта управления, гидрооборудования, электрооборудования.
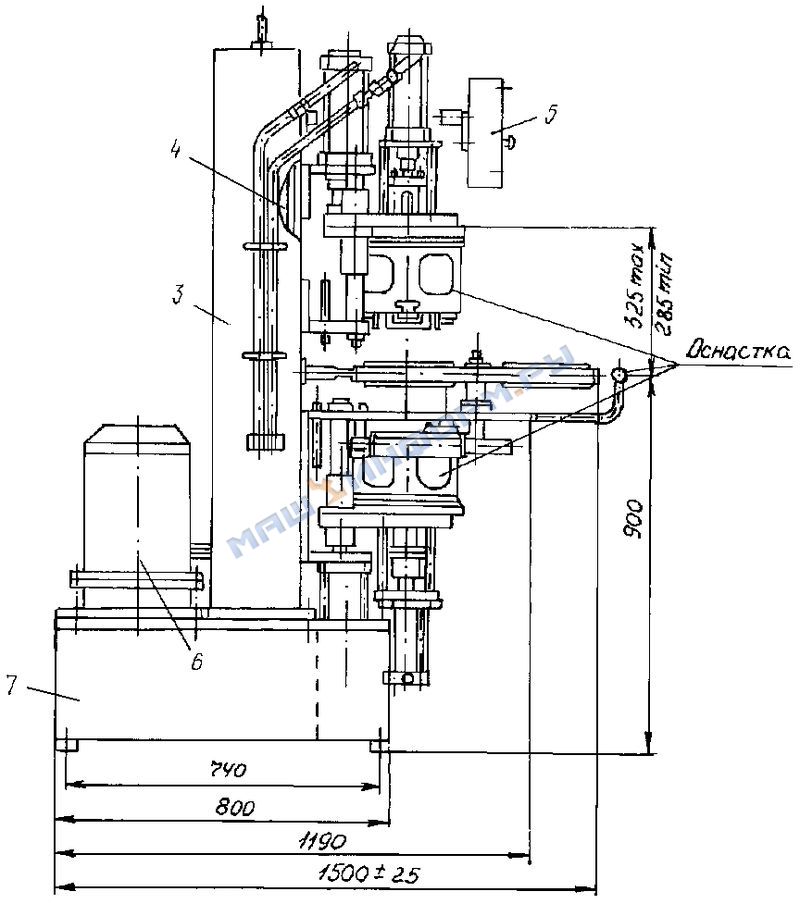
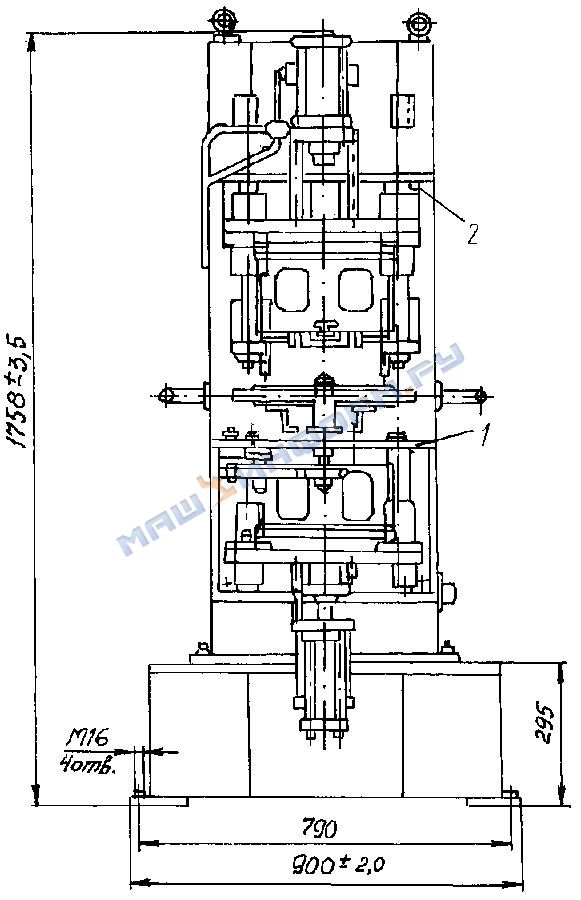
Общий вид, составные элементы и габаритные размеры станка ФЛС25-65
1 - механизм формования нижнего;
2 - механизм формования верхнего;
3 - стойка;
4 - электрооборудование;
5 - пульт управления;
6 - гидрооборудование;
7 - станина
Станина представляет собой сварную конструкцию, на которой установлены стойка и гидрооборудование. Полость станины выполняет роль гидробака с маслоуказателем.
Стойка выполнена сварной из швеллера и образует нишу для размещения панели с электрооборудованием. На стойке закреплена несущая плита, на которой смонтированы верхний и нижний механизмы формования. Они выполнены индентичными и состоят из плиты, которая при помощи гидроцилиндра перемещается по скалкам вверх и вниз.
На плите устанавливается головка формующая, входящая в состав оснастки, и гидроцилиндр привода формующих элементов головки. На кронштейне нижнего механизма формования установлены механизм поворота стола и гидроцилиндр привода поворота, входящий в состав оснастки.
Гидрооборудование станка состоит из гидропривода и гидропанели с фильтром, которые устанавливаются на станине. На гидропанели установлен клапан давления, маномер и три гидрораспределителя.
Станок имеет автоматический, полуавтоматический и наладочный режимы работы. Оснастка станка соответствует размерам лобовых частей обмотки обрабатываемого статора.
На станке возможно применение двух типов оснастки: с внутренними разжимными элементами и с формованием на конусе.
При формовании обмотки статора с диаметром расточки до 40 мм и шириной зубца менее 3 мм применяется оснастка с формованием на конусе наружными элементами без образования просветов между обмотками для обеспечения машинного процесса бандажирования.
При формовании обмотки статора с диаметром расточки более 40 мм и шириной зубца более 3 мм может применяться оснастка с формованием обмотки по внутреннему диаметру с разжимными формующими элементами с последующим формованием по наружному диаметру и осадкой обмотки по торцу.
В состав оснастки входят: стол поворотный, головка формующая нижняя и верхняя, ограждение и упор.
Конструкция оснатски не предусматривает возможности регулирования параметров внутренних и наружных формующих элементов, и необходимые размеры лобовой части обмотки статора достигаются в процессе отладки оснастки путем доработки формующих элементов или их замены на заводе-изготовителе.
Для конкретного типоисполнения двигателя станок должен быть снабжен соответствующей оснасткой. Перечень сменной оснастки к станку указан в таблице.
| Обозначение РД | Типоисполнение электродвигателя | Способ формования |
| РБФИ.442114.149 | ДАТ75-16; 75-25 | На конус |
| РБФИ.442114.150 | КД60-2/45Р | С разжимными элементами |
| РБФИ.442114.176 | КД60-2/45p | На конус |
Порядок работы станка следующий. Статор устанавливается в гнездо поворотного стола. При включении станка стол поворачивается на 180°, и статор подается в зону формования. Формующие головки перемещаются до упоров, и происходит обжатие обмотки башмаками по наружному диаметру, разжатие ее по внутреннему диаметру и осадка по высоте. После этого башмаки расходятся, формующие головки возвращаются в исходное положение. За время формования оператор устанавливает в свободное гнездо стола очередной статор, и процесс повторяется.
В комплект поставки входят: станок ФЛС25-65, эксплуатационная документация согласно ведомости эксплуатационных документов, комплект запасных частей и инструментов согласно ведомости ЗИП.
Характеристики Электротехнического оборудования
Характеристики станков
Характеристики КПО
Характеристики импортного оборудования
Характеристики насосного оборудования
Марки стали и сплавов
Прочее оборудование